Stock Code
301528


Energy conservation and emission reduction policies have boosted the rapid development of the new energy industry. Onshore and offshore wind turbine blades have reached a length of up to hundreds of meters. Restricted by manufacturing and processing technologies, inherent defects such as voids, cracks, delamination, disbonding and resin shortage are inevitably generated during production. The upsizing of wind turbines has put forward higher requirements for the stability and reliability of blade quality.
In this case, considering the high ultrasonic attenuation of wind power glass fiber reinforced composites, poor surface coupling conditions and the large size of workpieces, a low-frequency wheel probe scanner is adopted for scanning inspection.

Wind Turbine Blades
Inspection Scanner and Testing Performance
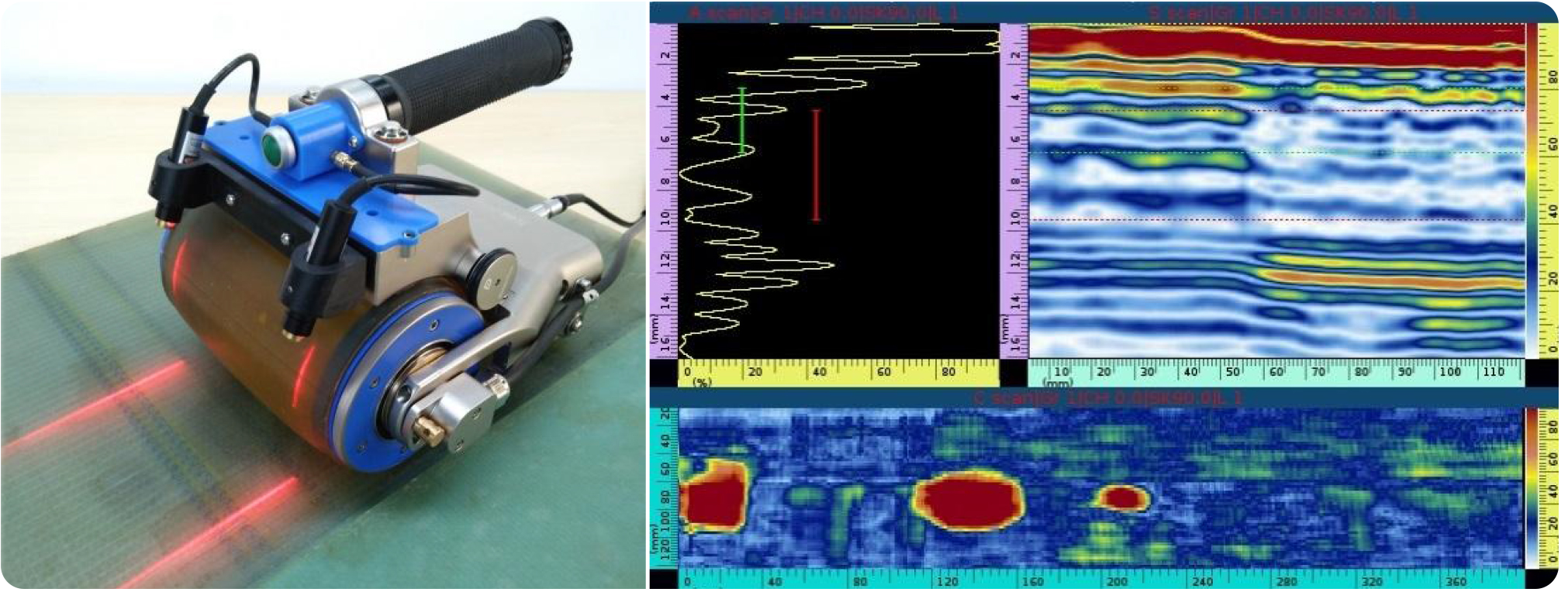
As shown in the first figure on the left, the low-frequency wheel-type probe scanner selected for inspection is suitable for testing composite panels with high attenuation and large thickness. It features simple operation and a wide coverage of the scanning sound beam.
Prior to blade inspection, process verification shall be conducted first. The low-frequency wheel-type probe scanner is used to scan the reference test block, and the inspection results are presented in the second figure on the left. All artificial defects can be effectively identified with a high signal-to-noise ratio of the images.
Conclusion
Wheel probe scanners are widely used in scenarios such as base material inspection and bonding quality testing. They are suitable for workpieces with relatively flat surfaces and can effectively improve inspection efficiency. In the above case, in addition to manual scanning, a dual-axis automatic inspection system can also be adopted to realize high-efficiency testing for massive inspection tasks.