Stock Code
301528

Phased Array Ultrasonic Testing (PAUT) technology features high precision, flexible beam control and three-dimensional imaging capability, and is widely applied to the non-destructive testing and health monitoring of key equipment in the power industry. By electronically adjusting and focusing the sound beams of multiple array elements, this technology can accurately identify internal defects of power equipment, such as voids, cracks and seal failures. Combined with C-scan imaging, it visually presents the three-dimensional morphology and location of defects, greatly improving operation and maintenance efficiency. With the development of intelligence, PAUT is evolving from independent defect detection to full-lifecycle health management of equipment, providing critical technical support for the safe operation of power grids.
Introduction to PAUT Technology
1. Testing Principle
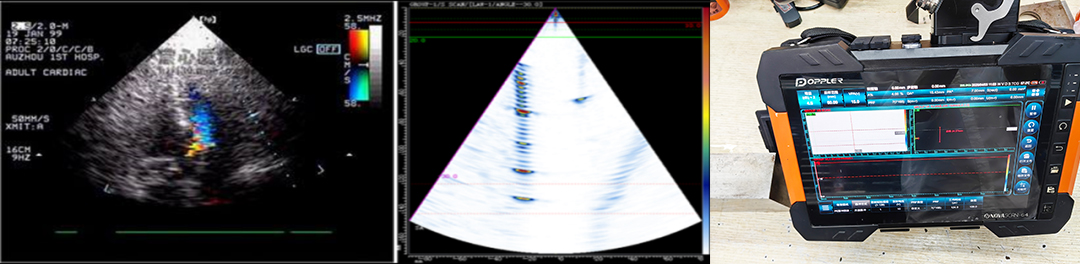
Its fundamental principle is consistent with that of conventional ultrasonic testing, both utilizing the conduction and reflection of ultrasonic waves in metallic media. A phased array probe consists of multiple piezoelectric chips arranged in a regular pattern. Each chip is excited sequentially with a preset delay time, and the ultrasonic waves emitted by all chips form an integrated wavefront.
Strictly speaking, phased array technology is a branch of ultrasonic testing and is also known as recordable ultrasonic testing. It differs from conventional ultrasonic testing in data recordability and intuitive data presentation, and works on a similar principle to medical B-ultrasound technology.
2. Characteristics of Phased Array Testing
1) Recordable data: The emergence of phased array testing compensates for the non-recordable limitation of conventional ultrasonic testing. (The figure on the lower left shows stored data samples. Once generated on site, phased array testing data cannot be altered, ensuring authenticity and enabling permanent archiving just like radiographic films.)
2) Intuitive defect data: Phased array testing data can simulate weld profiles, allowing straightforward identification of defects.
3) Higher sensitivity to planar defects: In the dissimilar steel weld inspection project of a power plant in Shaanxi, the typical incomplete fusion defect commonly found in on-site dissimilar steel welding was detected. During on-site inspection, severe over-limit defects were identified at the weld joint. To verify the result, the operator cut off the weld for radiographic testing; however, the defect remained undetected after four repeated radiographic examinations.

4) Elimination of inspection blind zones: Radiographic testing has obvious blind zones when inspecting welds of small-diameter tube arrays. With portable inspection devices, ultrasonic phased array technology realizes 100% full coverage inspection of welds.
Phased array testing also features fast inspection speed, adaptability to special-shaped structural parts, and lightweight equipment.
Achievement Introduction
1.Brief Introduction
This achievement won the Second Prize of the 2019 Power Construction Association of China Science and Technology Progress Award.
2. R&D Background of the Scientific and Technological Achievement
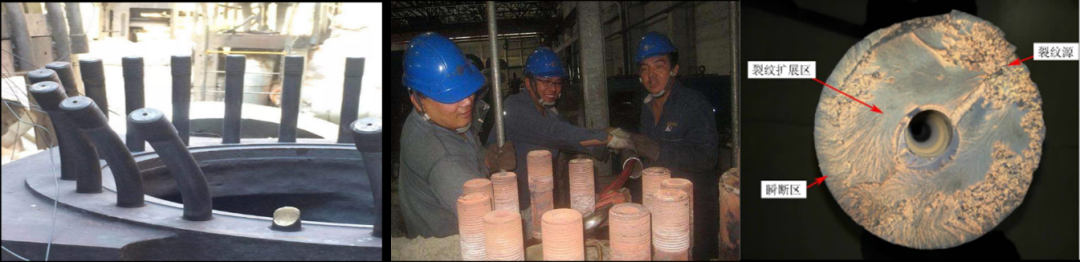
High-temperature fastening bolts are widely used for connecting key mechanical components in thermal power, nuclear power and other fields.
For instance, high-temperature fastening bolts in thermal and nuclear power plants are subjected to complex stress during processing, installation and in-service operation, which may easily lead to bolt fracture and failure.
Accordingly, high-temperature fastening bolts on critical components are subject to key monitoring.
However, it has long been a technical challenge to conduct effective inspection of bolts without dismantling them.
3. Achievement Overview
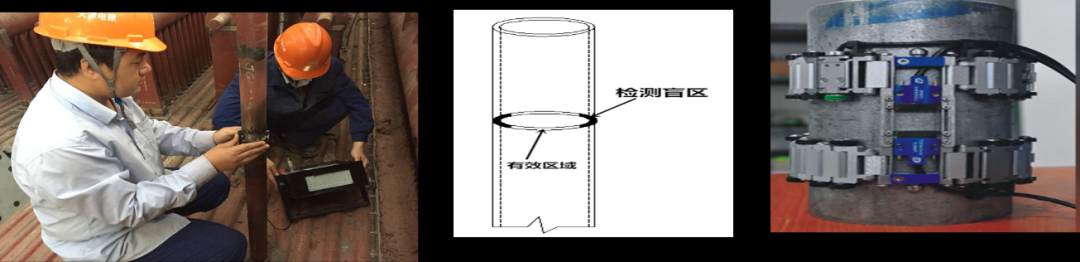
By adopting ultrasonic phased array and guided wave phased array technologies, this research thoroughly solves the difficulty of in‑situ bolt inspection without dismantling, and achieves zero blind‑zone detection for bolts.
Implementation method: On one end face of the bolt, ultrasonic phased array technology is used to inspect the near side of the bolt, while guided wave phased array technology is applied to detect the opposite side.
Through experiments, the inspection procedures for ultrasonic phased array and guided wave phased array technologies have been formulated and optimized, enabling effective detection of cracks with an equivalent size of 0.5 mm.
4、Implementation Method
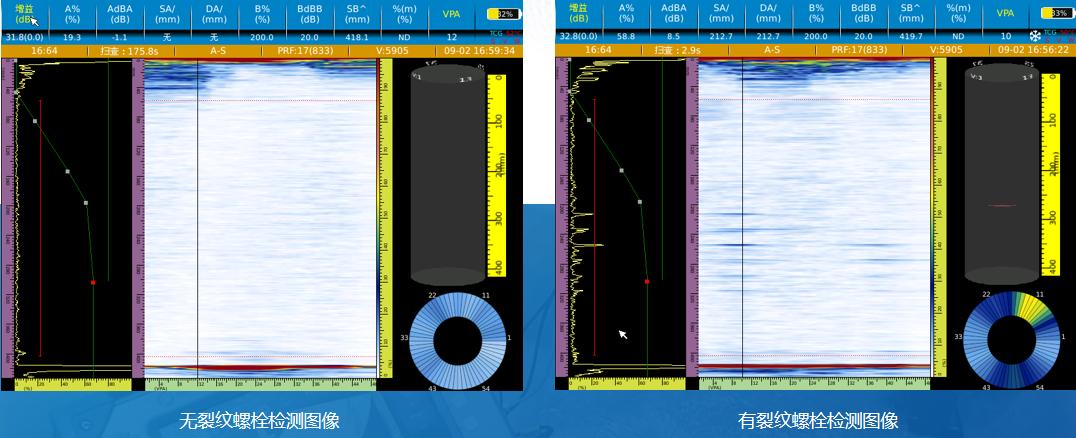
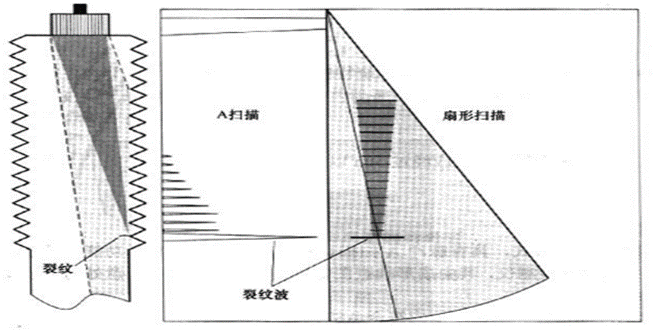
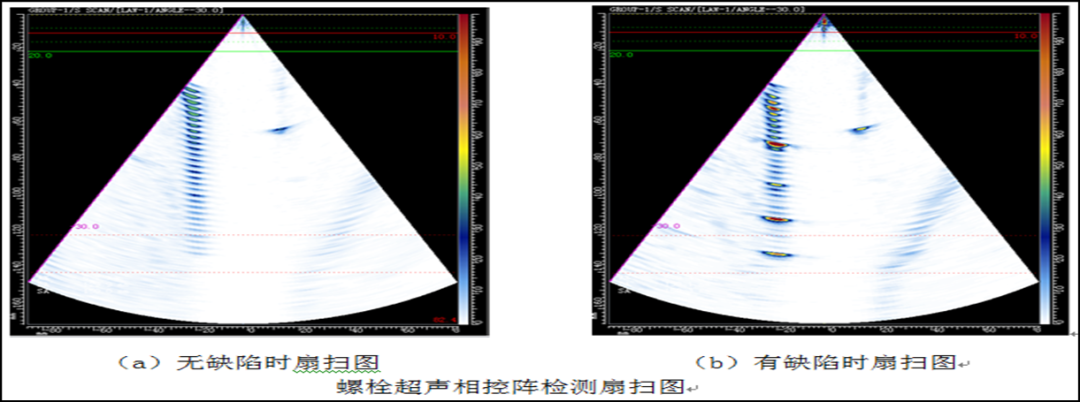
Sector scan angle: A sector scanning range of -30° to +30° is selected.In defect-free conditions, thread signals are stable, clear, uniformly spaced and free of clutter, with energy gradually attenuating along the depth direction.When cracks exist in the bolt, the regular thread signal distribution is disrupted. Abnormal crack signals appear between thread intervals, showing distinct amplitude differences from adjacent thread echoes, and the signal amplitude is positively correlated with crack depth.
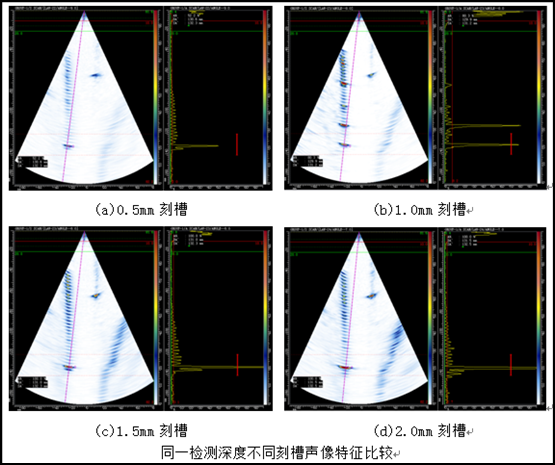
Reflector size: Phased array ultrasonic testing for bolts can effectively detect cracks with an equivalent notch depth of 0.5 mm, delivering high sensitivity and signal-to-noise ratio. At the same inspection depth and under identical testing sensitivity, larger artificial notches produce higher echo amplitudes and a greater signal-to-noise ratio.
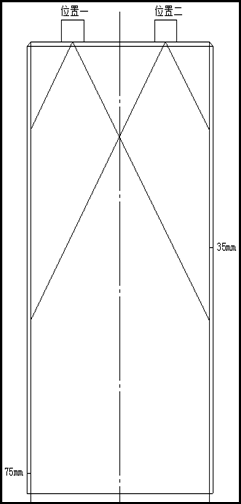
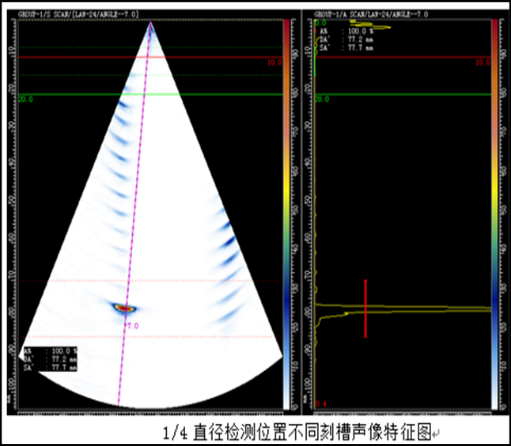
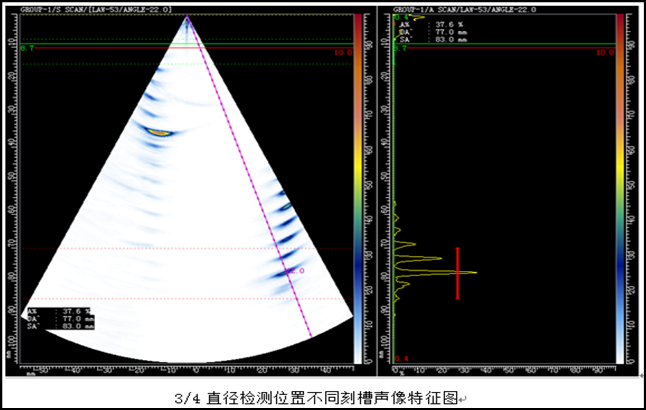
Inspection position: The same defect can be detected at different positions, while the corresponding wave heights (or acoustic image colors) vary. It is necessary to select an appropriate inspection position according to defect characteristics. To ensure reasonable and reliable defect sizing, only the maximum acoustic signal shall be adopted for evaluation, with reference to the A-scan amplitude of the defect.

Detection Range of Guided Wave Phased Array:The sound beam energy of guided wave phased array is evenly distributed with low ultrasonic attenuation, which facilitates the detection of defects at long distances. However, for the thread section near the probe, interference from thread signals will submerge defect signals in clutter, which is unfavorable for inspecting near-range defects.
5. Application and Promotion Scenarios
In recent years, bolt failure cases have become increasingly frequent. Inspecting fatigue cracks of bolts without disassembly has long been a technical challenge. The combined application of ultrasonic phased array and guided wave phased array inspection processes thoroughly solves this problem and can effectively detect cracks with an equivalent size of 0.5 mm. Widely recognized and promoted in the market, this technology boasts broad application prospects.
Bolted connection is a critical assembly method for wind turbines, covering almost all components of wind power units. Accordingly, bolt selection, quality inspection and in-service assessment are essential guarantees for the operational reliability of wind turbines. This technological achievement has been well applied to bolt inspection in the wind power industry.