Stock Code
301528

There are various welded joint structures in coal mine mechanical equipment, among which L-type and T-type joints are the most common. Conventional ultrasonic testing is time-consuming and labor-intensive, and prone to missed defects. With the advantages of multi-angle scanning and intuitive two-dimensional imaging, phased array ultrasonic testing greatly improves inspection efficiency. Meanwhile, it can quickly identify structural echo signals via the CAD import function.
This paper conducts beam simulation and scanning tests on the weld quality and weld penetration of T-type and L-type welded joints. The phased array ultrasonic testing results play a vital role in the quality evaluation of welded joints.
Workpiece Under Inspection
The welded joints for actual inspection are shown in Figure 1 below:

Testing Result
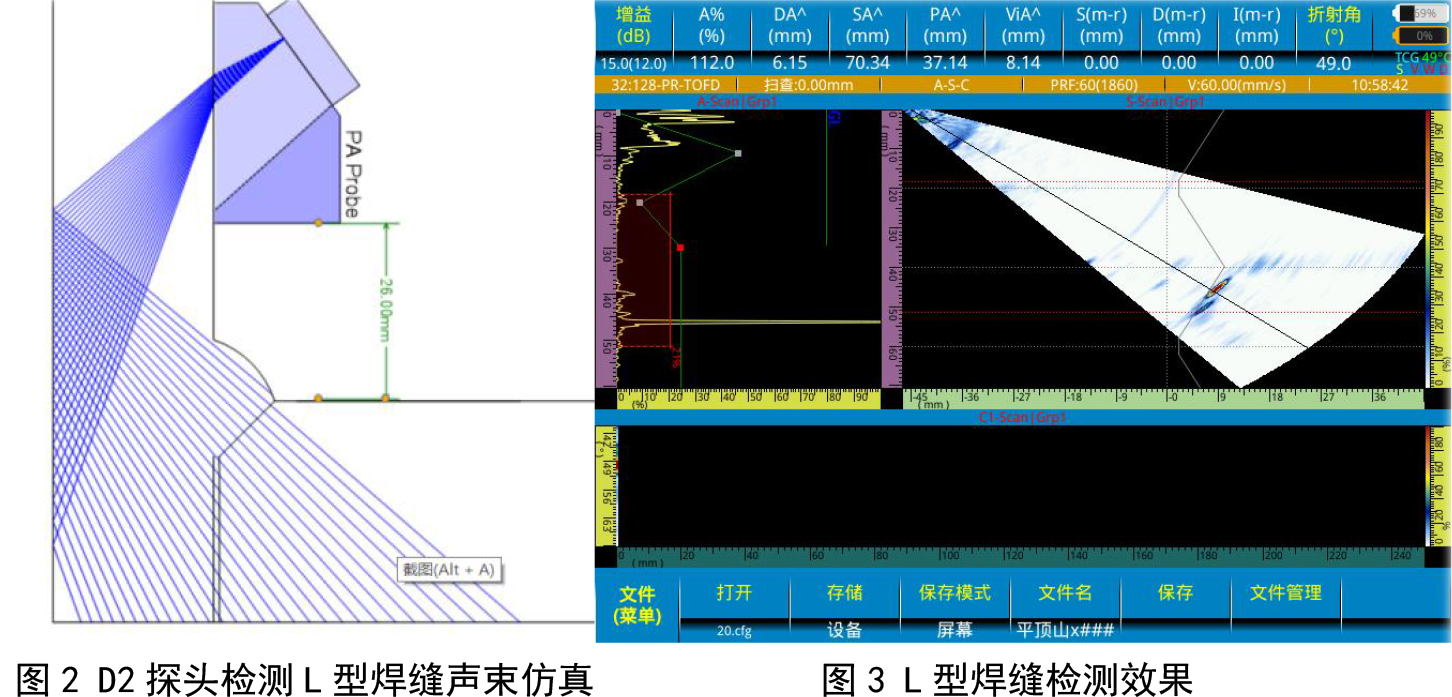
To inspect weld quality, this solution adopts the Doppler D2 linear phased array probe and angled flat wedge.
1. L-type weld
Figure 2 below shows the beam simulation diagram for weld inspection. The probe is placed at the corresponding position on the workpiece as indicated in the simulation, and the obtained inspection results are presented in Figure 3 below.
2、T-type Weld
Figure 4 below illustrates the beam simulation of T-type weld inspection. The probe is placed at the corresponding position on the workpiece as shown in the simulation drawing, and the inspection results obtained are displayed in Figure 5 below.

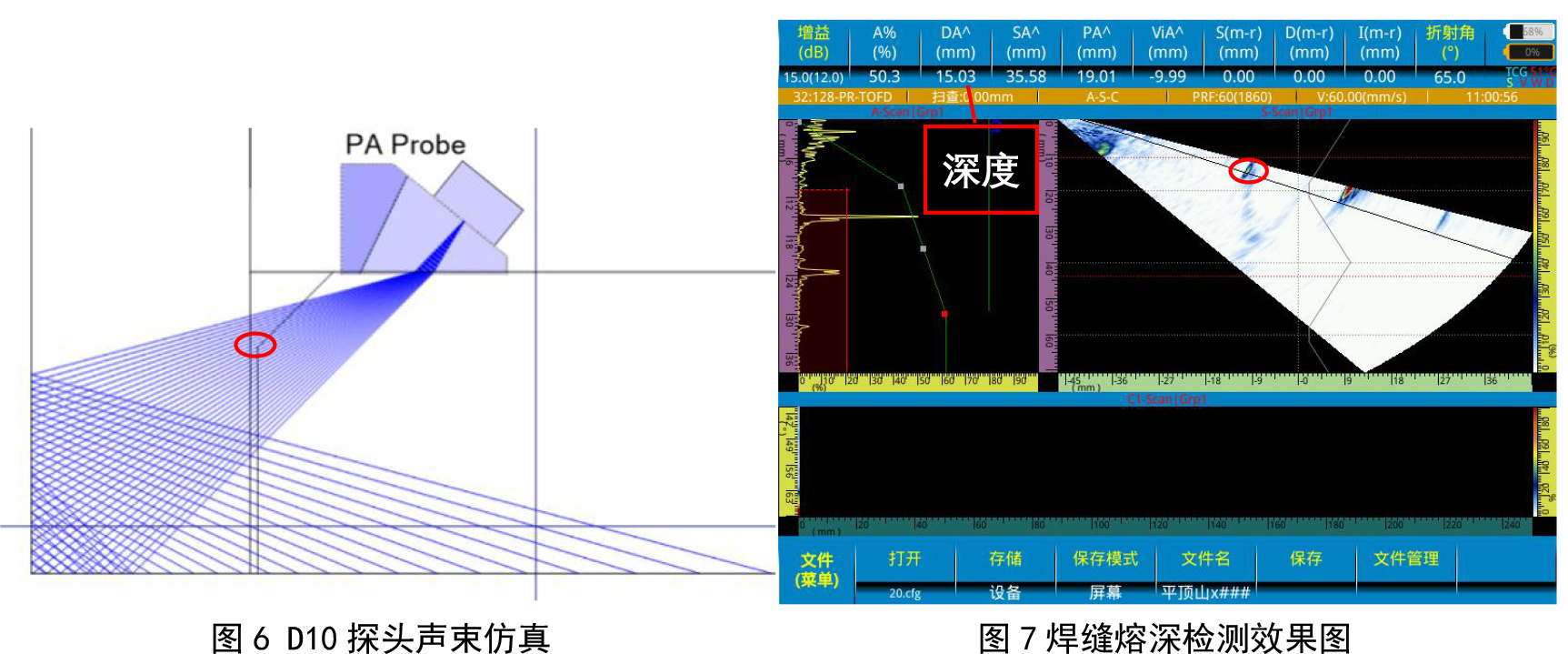
Weld penetration inspection is mainly aimed at single V‑type welds, adopting the Doppler DP10 series self-focusing probe and angled flat wedge for testing.
The process simulation of workpiece inspection is shown in Figure 6. The probe is placed at the corresponding position on the workpiece according to the simulation diagram, and the inspection results are presented in Figure 7. The weld penetration value can be read directly from the depth data.
Conclusion
The combination of Doppler equipment with linear array probes and self-focusing probes can effectively inspect the weld quality and weld penetration of L-type and T-type welds on coal mine equipment. Manual inspection is adopted in this solution.
For fillet welds on flat components, the MOS-02 scanner developed by Doppler is capable of C-scan data acquisition and complete data recording for L-type, T-type, Y-type and other fillet joints with ample inspection space and flat surfaces. Compact and easy to install, the scanner features simple operation, serving as an ideal tool for weld inspection of flat fillet joints.